


 扫一扫
扫一扫
顺成钢管有限公司主营 锅炉管。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
加热至稳定奥氏体区域保持适当时间后在再结晶温度以上进行形变并淬火的复台处理工艺。穿孔机值得注意的是45钢形变奥氏体晶界和高温淬火奥氏体品界的化学成分存在明显差别在高温淬火的原始奥氏体晶界上有S、Si元素的富集形变淬火后其杂质元素比较均匀地分布在奥氏体中。故可认为晶界的净化是高温形变热能获得强韧化重要原因之一
热轧无缝钢管用的坯料有圆形,方形或多边形的锭,轧坯或连铸管坯,管坯质量对管材质量有直接的影响.热轧无缝钢管有三个基本工序:
①在穿孔机上将锭或坯穿成空心厚壁毛管;
②在延伸机上将毛管轧薄,延伸成为接近成品壁厚的荒管;
③在精轧机上轧制成所要求的成品管.轧管机组系列以生产钢管的最大外径来表示.
挤压无缝钢管生产与其他热轧法相比具有以下优点:
加工工序少,在产量相同的情况下可节省投资。
由于挤压金属处于三向压应力状态,因此可以生产很难或不可轧制、锻造的材料,如镍基合金。
由于挤压时金属变形量大(挤压比大),同时在很短时间内完成完全变形,使产品的组织均匀,性能好。
内外表面缺陷少,几何尺寸精度较高。
组织生产灵活,适合小批量、多品种生产。
可以生产复杂断面的管材及双金属复合管材。
缺点为:
1)对润滑剂和加热要求高,从而使生产成本增加。
2)以及工具寿命低、消耗量大,且价格昂贵。
3)成材率偏低,使产品竞争力下降。
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
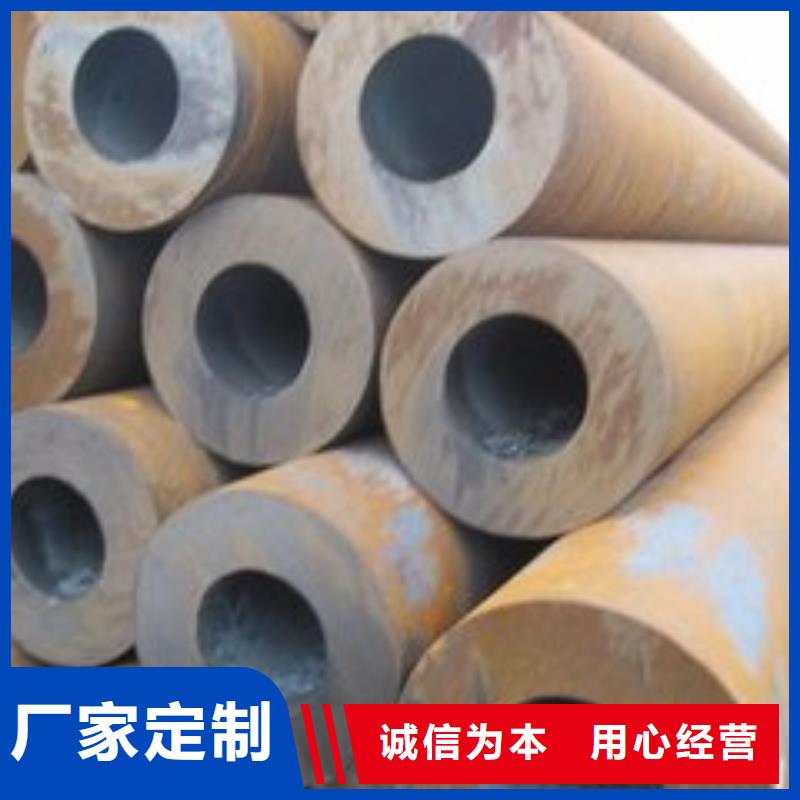
Q345B无缝钢管裂纹原因
一组织的不均匀是管坯的原因。16Mn是以前钢的牌号,早就改为Q345B了,这没什么关系,注意选择执行管坯标准的,有一定规模的厂家生产的圆钢就行。
二成品退火温度是合适的。穿孔加热温度1180~1230℃,偏低,这是中碳合金钢的温度,取1230-1250,才合适。35min是加热时间还是炉内时间?炉内时间一般在60min以上。
三,裂纹产生的原因,经试验证明,管坯(圆钢)的原因居多,内部含有较多的裂纹、夹杂、气包等。
穿孔的温度、工艺调整也不容忽视,若穿孔温度低、调整不当,也会造成毛管内部组织的撕裂。
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
冷拔无缝钢管的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
无缝管环形炉简述 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
20G高压锅炉用无缝钢管:是GB5310-95的纳标钢号(国外对应牌号:德国的st45.8、日本的STB42、美国的SA106B),为最常用的锅炉钢管用钢,化学成分和力学性能与20板材基本相同。该钢有一定的常温和中高温强度,含碳量较低,有较佳的塑性和韧性,其冷热成型和焊接性能良好。其主要用于制造高压和更高参数的锅炉管件,低温段的过热器、再热器,省煤器及水冷壁等;如小口径管做壁温≤500℃的受热面管子、以及水冷壁管、省煤器管等,大口径管做壁温≤450℃的蒸汽管道、集箱(省煤器、水冷壁、低温过热器和再热器联箱),介质温度≤450℃的管路附件等。由于碳钢在450℃以上长期运行将产生石墨化,因此作为受热面管子的长期最高使用温度最好限制到450℃以下。该钢在这一温度范围,其强度能满足过热器和蒸汽管道的要求、且具有良好的抗氧化性能,塑性韧性、焊接性能等冷热加工性能均很好,应用较广。 此钢在伊朗炉(指单台)上所使用的部位为下水引入管(数量为28吨)、汽水引入管(20吨)、蒸汽连接管(26吨)、省煤器集箱(8吨)、减温水系统(5吨),其余作为扁钢、吊杆材料使用(约86吨)20# 20G是无缝钢管的两种不同材质。
20#无缝钢管材质为20#钢,强度比15号钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的管。
20G高压锅炉管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。20G高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
 无缝钢管工期短发货快")
技术支持:k797.com