为了展现韶关 当地 桥梁声测管就近发货产品的全方位优势,我们呈现了最新制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
以下是:韶关 当地 桥梁声测管就近发货的图文介绍

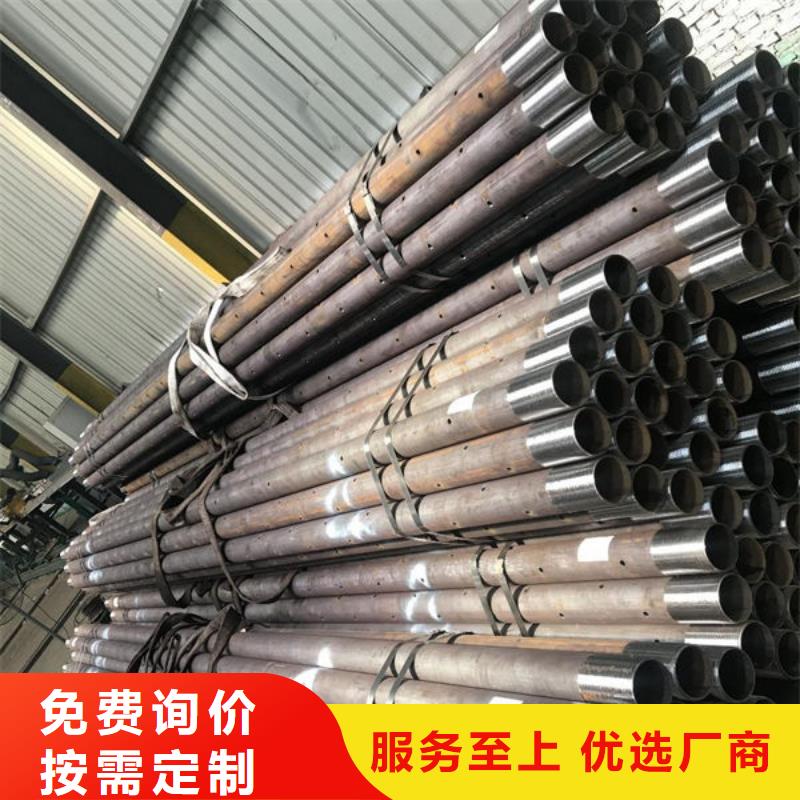
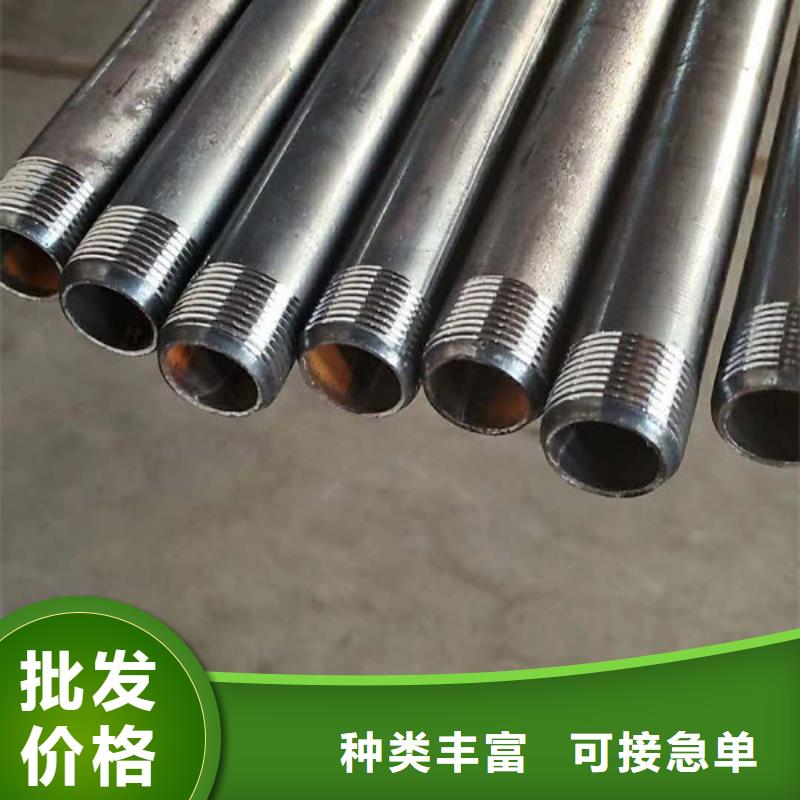
异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。 电焊薄壁管:主要用作制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,高级家具、装饰、栏栅等。 螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋韶关焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。


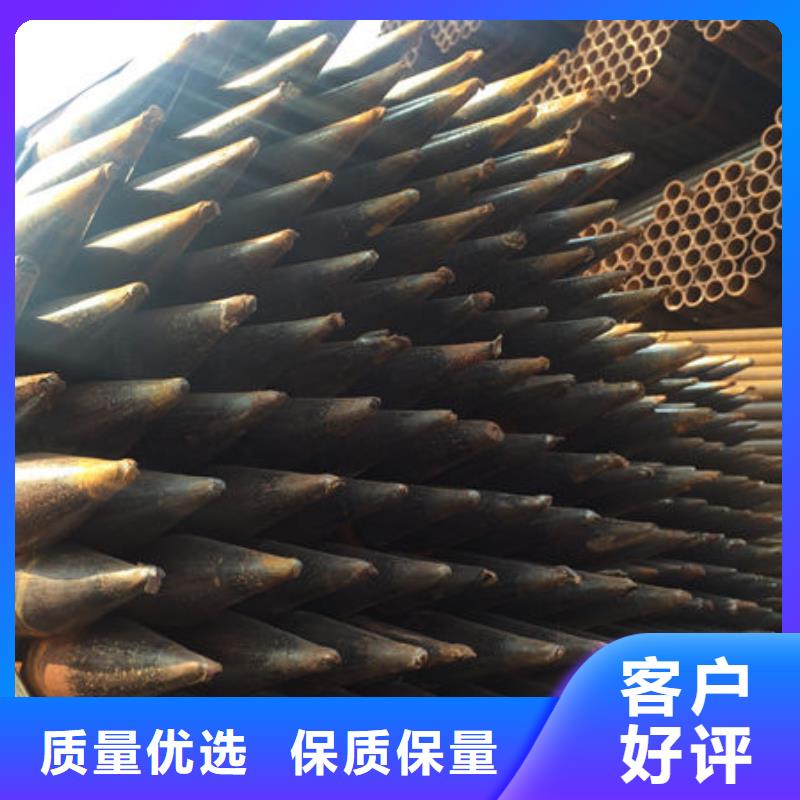
声阻抗率较低,用做韶关声测管具有较大的透声率,通常可用于较小的灌注桩,在大型灌注桩中使用时应慎重,因为大直径桩需灌注大量混凝土,水泥的水化热不易发散:鉴于塑料的热膨胀系数与混凝土的相差悬殊,混凝土凝固后塑料管因温度下降而产生径向和纵向收缩,有可能使之与混凝土局部脱开而造成空气或水的夹缝,在声通路上又增加了更多反射强烈的界面,容易造成误判。 声测管的直径,通常比径向换能器的直径大l0mm即可,常用规格是内径50-60mm。管子的壁厚对透声率的影响很小,所以,原则上对管壁厚度不作限制,但从节省用钢量的角度而言,管壁只要能承受新浇混凝土的侧压力,则越薄越省。



宝益德钢管有限公司生产的 韶关声测管、,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。






 扫一扫
扫一扫